

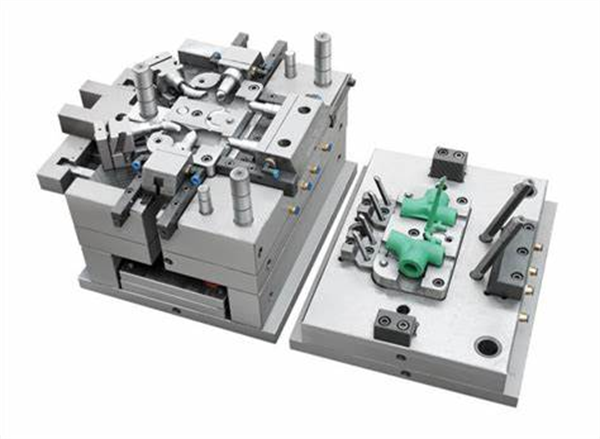
Trinn én: Analyser og fordøy 2D- og 3D-tegningene av produktet, og sett utkastet tilPVC-rørtilpasningsform.Innholdet inkluderer følgende aspekter:
1. Produktets geometriske form.(Tee PVC-rørform, swrrørform)
2. Produktdimensjoner, toleranser og designstandarder.
3. De tekniske kravene til produktet (som hardhet, grad av mykning osv., noen ganger bør resirkulering av produktet vurderes)
4. Navn, krymping og farge på plasten som brukes i produktet.(For eksempel,PVC-rørtilpasningsformogUPVC, CPVC rørkoblingsformbruk forskjellige formmaterialer i design)
5. Overflatekravene til produktet.
Trinn 2: Bestem modellen til injeksjonsmaskinen.
Spesifikasjonen til injeksjonsmaskinen er hovedsakelig basert på størrelsen på plastproduktet og produksjonspartiet.Når du velger en injeksjonsmaskin, tar designeren hovedsakelig hensyn til plastiseringshastigheten, injeksjonsvolumet, klemkraften, det effektive området av installasjonsformen (avstanden mellom injeksjonsmaskinens strekkstenger), modul, utkastingsform og utkastlengde.
Hvis kunden har oppgitt modellen eller spesifikasjonen til injeksjonsmaskinen som brukes, må konstruktøren kontrollere parametrene.For eksempel, hvis kunden velger den innvendige avstanden til strekkstengene til sprøytestøpemaskinen til å være 680*680 mm, vil størrelsen påPVC-rørtilpasningsformkan ikke overskride dette området, ellers må erstatningen diskuteres med kunden.
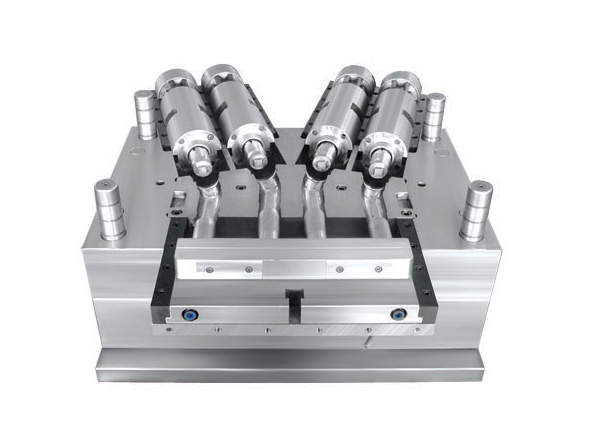
Trinn tre: bestemmelse av antall hulrom iPVC-rørtilpasningsformog arrangementet av hulrommene. Bestemmelsen av antall formhulrom er hovedsakelig basert på det projiserte området av røret, den geometriske formen (med eller uten sidekjernetrekking), produktnøyaktighet, batchstørrelse og økonomiske fordeler.Antall hulrom bestemmes hovedsakelig basert på følgende faktorer:
1. Produksjonsparti av produkter (månedlig parti eller årlig parti).
2. Om produktet har sidekjernetrekking og dets behandlingsmetode.
3. De ytre dimensjonene til formen og det effektive området til formen installert på injeksjonsmaskinen (eller avstanden mellom trekkstengene til injeksjonsmaskinen).
4. Produktvekt og injeksjonsvolum til injeksjonsmaskin.
5. Det projiserte området og klemkraften til produktet.
6. Produktnøyaktighet.
7. Produktfarge.
8. Økonomiske fordeler (produksjonsverdi av hvert sett med former).
Etter at antall hulrom er bestemt, utføres arrangementet av hulrommene og utformingen av posisjonene til hulrommene.Arrangementet av hulrommet involverer størrelsen på formen, utformingen av portsystemet, balansen til portsystemet, utformingen av kjernetrekkmekanismen (skyvemekanismen), utformingen av innsatskjernen og utformingen av varmeløperen system.Problemene ovenfor er relatert til valg av skilleflate og portposisjon, så i den spesifikke designprosessen, nødvendige justeringer avPVC-rørtilpasningsformkreves for å oppnå det mest perfekte designet.
Gjennom de ovennevnte 3 trinnene kan kostnaden for PVC-rørtilpasningsformen, den tilsvarende produksjonsplanen og de langsiktige økonomiske fordelene beregnes grovt.For ditt valg av støpeformprodusenter og påfølgende produksjonsplanlegging kan effektiv planlegging og rettidig justering gjøres.Longxin Mold fokuserer på design og produksjon avPVC rørformer.Hvis du ser etter en pålitelig leverandør av rørformer, vennligst kontakt oss umiddelbart.Det profesjonelle salgsteamet til Longxin Mold vil kontakte deg så snart som mulig.
Innleggstid: 11. august 2021